随着塑料流经注射成型机和模具的不同部分,由于阻力和摩擦的影响,作用于塑料流动前沿的压力就会有损失。另外,随着塑料接触模壁,它就开始冷却,增加塑料的粘度,从而要求额外的压力推动塑料前进。
来源: 发布时间:2018年07月31日 15:36:42 阅读:5553
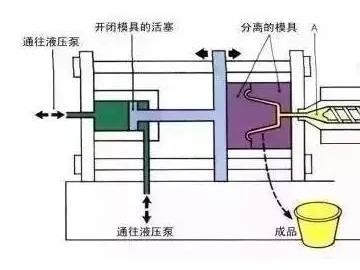
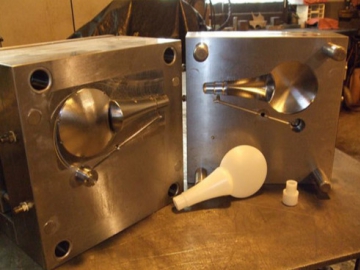
注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
来源: 发布时间:2018年07月23日 14:53:17 阅读:5528
目前主流的手机非金属背盖材质为玻璃、复合板及陶瓷,2018年复合板作为仿玻璃手机背盖方案,得益于其相对玻璃的高性价比(18-30元/PCS)、丰富灵活的可定制化外观、工艺流程较为简单,爬坡上量快等优点,被多款终端...
来源: 发布时间:2018年06月26日 17:47:34 阅读:5630
铁屑是液压元件的大敌,就这一个案分析,铁屑的来源一般是来自塑化马达,塑化马达是由5个柱塞缸组成,活塞与缸体的间隙近0.01mm,若液压油不洁净很容易造成活塞的卡死、拉伤直至塑化马达的损坏,塑化马达的损坏就...
来源: 发布时间:2018年06月26日 17:46:48 阅读:4448
欠注又叫短射、充填不足、制件不满,俗称欠注,指料流末端出现部分不完整现象或一模多腔中一部分填充不满,特别是薄壁区或流动路径的末端区域。其表现为熔体在没有充满型腔就冷凝了,熔料进入型受腔后没有充填完...
来源: 发布时间:2018年06月15日 10:42:41 阅读:4554
银纹(料花)各种银丝均产生于从流料前端射出的挥发物。例如,降解银丝是热塑性塑料受热后发生部分降解,以及气体分解时形成小气泡分布在塑件表面上,这些小气泡在塑件表面留下的痕迹一般排布成“V”形,“V”字...
来源: 发布时间:2018年06月14日 09:34:33 阅读:6258
PE-HD的高结晶度导致了它的高密度,抗张力强度,高温扭曲温度,粘性以及化学稳定性。
来源: 发布时间:2018年06月14日 09:32:55 阅读:4527
1. 热分流板不能达到设定的温度
原因: 热电偶接触不良或失效,加热丝断路,加热丝接线太松或太短。
来源: 发布时间:2018年06月13日 09:41:49 阅读:5938
注射速率:提高注射速率可以增大孔隙率,降低泡孔直径;
射胶量:成核能力较弱的溶体,增加射胶量可以限制发泡空间;成核力较强的熔体,适当减小射胶量,可以提供一定的发泡膨胀空间,获得较小的泡孔尺寸;
来源: 发布时间:2018年06月11日 15:52:48 阅读:7019

















 汽车功能键触摸盖I...
汽车功能键触摸盖I... 高性能注塑聚丙烯...
高性能注塑聚丙烯... 探讨RB-1500LV-69...
探讨RB-1500LV-69... 激光直接成型功能...
激光直接成型功能...













