当我们接到一副新模具需打样试模时,我们总是渴望能早一些试出一个结果且祷求过程顺利以免浪费工时并造成困扰。
来源: 发布时间:2019年05月28日 10:56:15 阅读:5798
射出成型当中温度是重要的一环,稳定的温度也是成型品质的关键。
来源: 发布时间:2019年05月22日 10:26:10 阅读:5422
塑料自模具中取出冷却到室温后,发生尺寸收缩的特性称收缩性。由于这种收缩不仅是树脂本身的热胀冷缩造成的,而且还与各种成型因素有关,因此成型后塑件的收缩称为成型收缩。
来源: 发布时间:2019年05月21日 10:23:50 阅读:5525
普通的流道系统(Runner System),也称作浇道系统,或是浇注系统,是熔融塑料自射出机射嘴(Nozzle)到模穴的必经通道。流道系统包括主流道(Primary Runner)、分流道(Sub-Runner)以及浇口(Gate)等。
来源: 发布时间:2019年05月16日 20:20:26 阅读:7578
进料系统中物料夹带气体或型腔中原存有空气,在成形加工时,又没有及时将流道、型腔中的气体排出。
来源: 发布时间:2019年05月15日 17:26:18 阅读:4106
浇口又称进料口,是连接分流道与型腔之间的一段细短流道(除直接浇口外), 它是浇注系统的关键部分。
来源: 发布时间:2019年04月24日 09:36:58 阅读:7065
持续施加压力,压实熔体,增加塑料密度(增密),以补偿塑料的收缩行为。在保压过程中,由于模腔中已经填满塑料,背压较高,注射机螺杆仅能慢慢地向前做微小移动,塑料的流动速度也较为缓慢,这时的流动称作保压流...
来源: 发布时间:2019年04月19日 11:59:32 阅读:7008
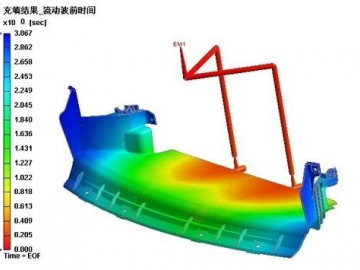
塑件翘曲的原因在于不均匀的收缩,如果在模具设计阶段不考虑填充过程中收缩的影响,则制品的集合形状会与设计的要求相差很大,严重的变形会导致制品的报废。
来源: 发布时间:2019年04月15日 16:48:50 阅读:6419
成型机锁模力不足。选择注塑机时,机器的额定锁模力必须高于注射成型制品纵向投影面积在注射时形成的张力,否则将造成胀模,出现分型面毛边。
来源: 发布时间:2019年04月09日 16:43:49 阅读:7769
























 汽车功能键触摸盖I...
汽车功能键触摸盖I... 高性能注塑聚丙烯...
高性能注塑聚丙烯... 探讨RB-1500LV-69...
探讨RB-1500LV-69... 激光直接成型功能...
激光直接成型功能...





