在注塑制品中,各局部应力状态是不同的,制品变形程度将决定于应力分布。如果制品在冷却时,存在温度梯度,则这类应力会发展,所以这类力称为“成型应力”。
来源: 发布时间:2019年02月25日 11:12:17 阅读:6768
在用选设备时,注塑机的最大注射量必须大于塑件及水口总重,而注射总重不能超出注塑机塑化量的85%.
来源: 发布时间:2019年02月23日 11:14:40 阅读:6563
成型机锁模力不足。选择注塑机时,机器的额定锁模力必须高于注射成型制品纵向投影面积在注射时形成的张力,否则将造成胀模,出现分型面毛边。
来源: 发布时间:2019年02月08日 09:47:58 阅读:7683
喷射,又叫喷射痕、喷射流涎,是指在制品的浇口处出现的65纫状的流线,多在模具为侧浇口时出现。当塑料熔体高速流过喷嘴、流道和浇口等狭窄区域后,突然进入开放的、相对较宽的区域后,熔融物料会沿着流动方向如...
来源: 发布时间:2019年01月21日 16:02:59 阅读:6972
残余应力太高。当塑件内的残余应力高于树脂的弹性极限时,塑件表面就会产生裂纹及破裂。
来源: 发布时间:2019年01月21日 15:58:42 阅读:7924
来源: 发布时间:2019年01月19日 10:40:46 阅读:5888
PP塑料的收缩率控制是PP改性的重要方面,收缩率控/制的好对聚丙烯改性料的推广使用有重要意义。特别是应用改性聚丙烯取代传统的工程塑料,收缩率这一点显得十分重要。在改性过程中,对PP塑料收缩率产生影响的有哪...
来源: 发布时间:2019年01月18日 10:38:31 阅读:5499
利用塑料成型模具将热固性塑料或热塑性塑料制作成各种不同大小、不同形式、不同用途塑的料成品的设备,就是注塑机。注塑机要完成其制作塑料成品的主要功能,就必须要求注塑机液压控制部分发挥出其正常的功能。
来源: 发布时间:2019年01月17日 10:35:56 阅读:5992
在注射动作时,为了克服熔融胶料经过喷嘴,浇道口和模具型腔等处的流动阻力,射胶螺杆对熔融胶料必须施加的足够的压力来完成射胶。
来源: 发布时间:2019年01月16日 14:31:29 阅读:6592





















 聚砜医疗干粉吸入...
聚砜医疗干粉吸入...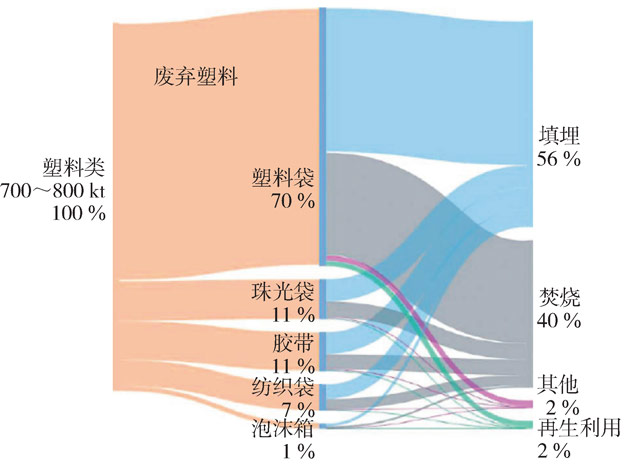 塑料包装材料的减...
塑料包装材料的减... 汽车功能键触摸盖I...
汽车功能键触摸盖I... 高性能注塑聚丙烯...
高性能注塑聚丙烯...













